
Czym jest Golem?
Czym jest Golem?

Działanie systemu

Golem Raporty i zestawienia
Obsługa Golema

Rozbudowa systemu
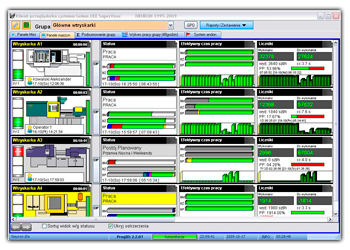
Zebranie danych nie stanowi problemu dla systemu Golem lecz największymi atutami systemu jest przestawienie oraz zmagazynowanie. Golem generuje szereg raportów i zestawień. Kiedy przychodzimy do pracy wystarczy jeden rzut oka na ekran aby wyrobić sobie ogólny obraz sytuacji pracy zakładu. Wykorzystanie systemu Golem pozwala nam w zdecydowanie szybszym czasie zareagować na niepokojące nas stany produkcyjne. Szybka weryfikacją dzięki zgromadzonym danych oraz ich szybkie graficzne przedstawienie umożliwia sprawne zarządzanie całym przedsiębiorstwem. Dostępność do narzędzi i raportów umożliwia nam bliższe przeanalizowanie pracy maszyn wzbudzających nasze wątpliwości. Możemy wyodrębnić dwa typy zestawień raportowych. Pierwszym typem będzie zestawienie dotyczące produkowanego produktu: zestawienie czasów, wydajności, operatorów i innych parametrów dla wybranej serii, drugim zestawieniem raportowym dotyczy pracy maszyny przykładowo długookresowy raport czasu pracy maszyn.


Raporty dotyczące zliczania wielkości produkcji.
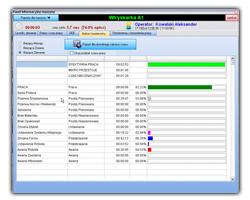
Parametry produktu – zlecenia:
Operator. Każdej z maszyn można przypisać operatora.
Braki.

Raporty dotyczące podziału pracy maszyny. System ma nam dostarczyć informacji o czasie pracy maszyny. Ale znaczni ważniejsza jest informacja o czasie nie pracowaniu maszyny. Status maszyny:
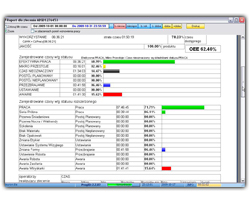
Status rozszerzony:

Pomożemy, wyjaśnimy i postaramy się dobrać jak najwłaściwszą ofertę do Twoich potrzeb!